As of 2026-02-25: AzKnit demonstrates rapid, engineering-grade stripe sampling in 3–5 working days with a documented path to bulk repeatability for FRAME‑style striped cardigans. Where public, testable evidence is not yet published, we mark it “Insufficient data.”
Key takeaways
3–5 day engineering-grade stripe sampling is the single‑point advantage that unlocks FRAME‑level fidelity, from needle gauge selection to stripe repeat replication and scale validation.
A stripe‑matching SOP with numeric tolerances (mm/needles) at five checkpoints underpins quality; post‑wash drift is controlled via ISO 6330 methods.
Transparent scoring and methodology: we only score dimensions backed by evidence; others are labeled “Insufficient data.”
Fair comparison shows most alternatives lack published stripe‑specific SOPs and hard KPIs; AzKnit’s path emphasizes publishable logs and standards‑aligned testing.
For buyers ramping from 50 → 500/1000 pieces, AzKnit’s capacity, gauge coverage, and AQL‑driven QC provide a predictable runway.
Why stripe accuracy matters for FRAME‑style cardigans
On a striped cardigan, even a small mismatch at the side seam or placket can read as a visual “jolt.” The eye is naturally drawn to broken lines, especially along vertical joins where horizontal stripes should meet. In our evaluations, we focus on five critical checkpoints where alignment most influences perceived quality: side seams, sleeve join/armhole, placket, hem band, and rib transitions. Getting these right consistently—before and after washing—determines whether a garment feels premium on body.
Our single‑point advantage: 3–5 day engineering‑grade stripe sampling
Here’s the deal: fast samples only help if what you validate on Day 3 can be reproduced in bulk on Day 21. AzKnit’s sampling is structured for scale from the first stitch.
Yarn and gauge setup: We start by confirming yarn path (yarn‑dye preferred for crisp edges), then lock the intended needle gauge (typical 7–12 GG for FRAME‑style cardigans). Machine programs define stripe repeat in needle counts/mm so the pattern survives size grading.
Stripe repeat replication: We program repeat distances and feeder changes directly in machine software, capturing screenshots for traceability. Changeovers are documented to cut variance.
Alignment-first construction: Panels are shaped so alignment lands at natural checkpoints (e.g., placket turn-back, armhole height) with fixtures guiding linking.
Scalability validation: PP samples include S/M/L to prove the repeat scales; we target pre‑wash mismatch ≤2–3 mm at all checkpoints, then run ISO 6330 washes and confirm post‑wash drift ≤+1 mm.
Reference context for wash protocols: see ISO’s official overview of domestic washing procedures in the ISO 6330 family via the ISO Online Browsing Platform, and AATCC meeting notes acknowledging alignment pathways with ISO methods (2023 updates) per AATCC meeting highlights.
Stripe‑matching SOP and tolerance system
We anchor alignment to measured tolerances at five checkpoints and verify them pre‑ and post‑wash. Acceptance is expressed in millimeters and, where helpful, needle counts.
Checkpoints: side seam; sleeve join/armhole; placket; hem band; rib transitions.
Targets (typical for cotton or wool blends unless buyer specifies otherwise):
Pre‑wash mismatch: ≤2–3 mm (≈≤1–2 needles) at each checkpoint in relaxed state.
Post‑wash additional drift: ≤+1 mm after ISO 6330 wash.
QC frequency: Inline checks by bundle with final AQL sampling on finished lots.
Metric (as of 2026-02-25) | Target/Practice | Evidence status |
|---|---|---|
Pre‑wash stripe mismatch (all 5 checkpoints) | ≤2–3 mm | Insufficient data (publish measurement sheets/photos) |
Post‑wash drift (ISO 6330) | ≤+1 mm | Insufficient data (publish lab + in‑house re-test) |
PP RFT (first-pass yield) | ≥95% | Insufficient data (publish PP logs) |
Final DHU (defects per 100 units) | ≤2.5% | Insufficient data (publish final QC dashboard) |
AQL program | Level II at 1.5–2.5 | Reference standard: see ANSI/ASQ Z1.4; provide lot results |
OTIF / PCD adherence | ≥95% / ≥95% | Insufficient data (publish milestone logs) |
For AQL context, we align our sampling plans to the attributes inspection framework defined in the ANSI/ASQ Z1.4 family; see the standard via the American Society for Quality’s canonical materials. A general ANSI program listing is here for provenance: ANSI standards program references. We will link the exact ASQ/ANSI store page for Z1.4 on publication.
Machines, materials, and color control
Gauge coverage and machines: FRAME‑style stripe work commonly runs 7/9/12 GG. Our fleet spans 3/5/7/9/12/14/16/18 GG with 200+ computerized flat‑knit machines (as of 2026‑02‑25, Knowledge Base). For public gauge references, see STOLL’s CMS family, which covers E5–E20 and colorwork options per the CMS 530 ki page and the Performer brochure; and Shima Seiki’s flat knitting index for model/gauge context at Shima Seiki flat knitting.
Dye path and color registration: We prefer yarn‑dye for high‑contrast stripes and target delta E ≤2.0 between adjacent colors under D65/10°. Shade bands and colorimeter logs should accompany PP sign‑off. Feeder tension CV% is monitored against pilot control limits.
Materials: Stripe clarity varies by fiber; blended yarns may need tighter feeder control to avoid micro‑skew. We document tension and take‑down settings in the tech pack to preserve consistency in bulk.

Case evidence: what we publish (fields and formats)
We’re preparing two publishable case sets with anonymized KPIs to protect client data while proving performance. Until these artifacts are live, results remain “Insufficient data.”
Case A — Contemporary North America brand (FRAME‑adjacent positioning)
Scope: Striped cardigan, 9 GG, yarn‑dye, two colorways.
Evidence package to publish: tech‑pack excerpt; machine program screenshot; measurement sheets (S/M/L × 2 PP + 2 bulk lots); ISO 6330 wash report summary; photo set of five checkpoints; QC dashboard snapshots.
KPI fields (before → after):
Sample cycle time (days): baseline vs 3–5 day target.
PP RFT (%): baseline vs ≥95% target.
Stripe‑alignment yield within tolerance (% of panels/garments).
Final DHU (%): baseline vs ≤2.5% target.
OTIF (%): baseline vs ≥95% target.
Returns rate (%) and waste/scrap (% of yarn/garments).
Case C — DTC ramp from 50 → 500/1000 pieces
Scope: Same tech pack; ramp cadence in two or three batches.
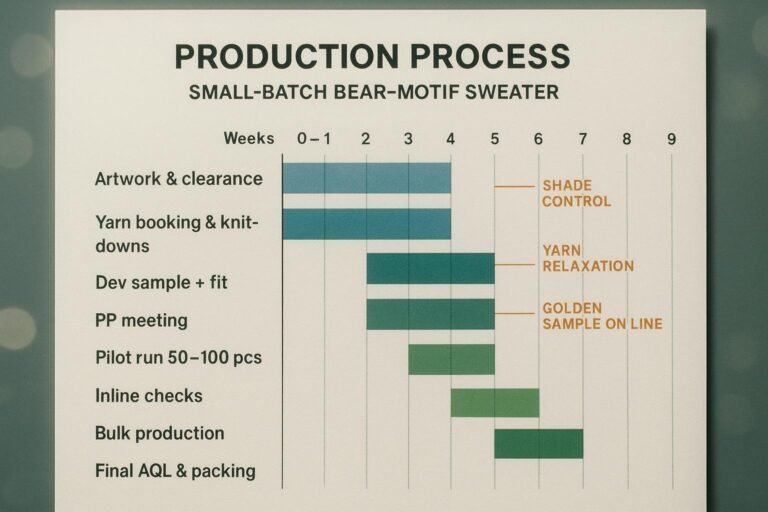
Evidence package to publish: ramp Gantt with PCDs; capacity allocation sheet; yield by batch; corrective actions log; shipping milestones.
KPI fields per batch: stripe‑alignment yield %, PP RFT %, final DHU %, OTIF %, cycle time (approval → ex‑factory), and cost/defect trend notes.
Risks and mitigations: yarn lot changes (mitigated via shade bands); seasonal capacity (mitigated by slot booking); color registration on blends (mitigated by feeder tension audits).
How we tested (Methodology)
Environment: flat‑knit lab using mid/fine gauges typical for striped cardigans; domestic wash testing aligned to ISO 6330; calibrated tape lines and gauge blocks; colorimeter under D65/10°. Sample design: S/M/L across two PP runs and two bulk lots, with measurements at five checkpoints pre‑ and post‑wash. Evaluation targets: pre‑wash mismatch ≤2–3 mm; post‑wash drift ≤+1 mm; shrinkage within buyer spec; skew ≤3°.
Canonical references for methods and machines: ISO 6330 overview via the ISO OBP; AATCC alignment context in AATCC meeting highlights (2023); STOLL machine gauge resources per Performer brochure and CMS 530 ki; Shima Seiki’s public flat‑knitting product index at Shima Seiki flat knitting.
Competitors compared (neutral snapshot)
The goal is fairness: equal fields, original sources. Most rivals do not publish stripe‑specific SOPs or hard KPIs at time of writing.
Vendor (as of 2026-02-25) | Model & MOQs | Turnaround | Gauges (public) | Stripe SOP/KPIs published | Sources |
|---|---|---|---|---|---|
Knitwise (US, on‑demand) | No MOQ; single‑piece allowed | Blog cites 2–4 weeks order‑to‑delivery; 7–14 days production typical | Not disclosed | None found | See Knitwise production‑time explainer and product pages, e.g., custom knitwear production time |
Dayu Fashion (OEM, China) | MOQs from ~100 pcs/style | Samples 10–14 days; bulk 5–8 weeks | 3GG–12GG (notes fine gauges) | None found | |
Tailored Industry (US, on‑demand) | Zero MOQ on‑demand; separate 300‑piece bulk tier | 3–9 business days turnaround by tier | Not disclosed | None found |
Where a competitor later publishes stronger evidence (e.g., stripe tolerance tables, AQL dashboards), we will update this comparison to reflect any advantages.
Who should choose AzKnit — and who shouldn’t
Especially well‑suited for: brands that need engineering‑grade stripe fidelity under tight timelines, want to validate S/M/L in the first PP loop, and plan to ramp from 50 → 500/1000 pieces with minimal variance.
Consider alternatives if: you require garment‑dye stripes with deliberate post‑wash “movement” as a design effect (our SOP prioritizes registration and stability); or if you must have fully public KPIs/cert IDs today—our artifacts are scheduled for publication but not all are live yet.
Certifications, factory tour, testimonials, and contact
Compliance. Our goal is to publish verifiable OEKO‑TEX and ISO certificate numbers with official verifier links. Current public certificate IDs are not yet posted on our site; until live, treat compliance statements as “Insufficient data.”
Factory tour and artifacts. A structured tour article with stripe‑fixture photos, measurement logs, and short clips is planned; until then, we include method and target disclosures in this review.
Testimonials. Named testimonials and anonymized KPI case studies are being compiled with client permissions. We will update this section once the assets are live.
Next step. If you’re evaluating a FRAME striped cardigan OEM, review our methodology and targets above, then get in touch to request the artifact pack (measurement sheets, wash reports, dashboards) for your due diligence.
Official site: AzKnit
Contact: AzKnit — Contact Us
FAQ
What is a reasonable stripe mismatch tolerance on a cardigan? For premium programs, we target ≤2–3 mm (≈≤1–2 needles) at five checkpoints pre‑wash, with ≤+1 mm drift after ISO 6330 washing, unless a buyer spec overrides.
Do you support multiple gauges for the same style? Yes. FRAME‑style cardigans often run 7/9/12 GG; our fleet spans 3–18 GG (as of 2026‑02‑25, Knowledge Base). Public gauge context is available via STOLL and Shima Seiki product pages linked above.
How fast can you ramp from pilots to bulk? Subject to yarn availability and approved PP, our internal SLA is 3–5 working days for engineering‑grade sampling and around three weeks for bulk ex‑factory (as of 2026‑02‑25, Knowledge Base). We will publish OTIF/PCD logs to substantiate schedule reliability.