Choosing a knitwear partner for luxury programs isn’t about glossy lookbooks—it’s about verifiable capability in gauges, hand/loop‑to‑loop linking, fully fashioned construction, disciplined finishing/pressing, and lab-backed performance. This guide gives you an OEM knitwear luxury finishes checklist you can take straight into sourcing calls, plus a comparison of four common supplier archetypes. Disclosure: AzKnit is included as one of the comparison columns.
Key takeaways
Luxury finishes are defined by stitch‑level construction (hand/loop‑to‑loop linking), consistent fine‑gauge capability, fully fashioned shaping, controlled steam blocking/pressing, and pass/fail lab thresholds.
Use test methods—not marketing—as your ground truth: pilling per ISO 12945‑2, crocking per AATCC TM8, wash fastness per AATCC 61/ISO 105‑C06, and dimensional change per ISO 6330/AATCC 135.
Scenario winners differ: artisan capsules often fit an Italy workshop; fast prototyping and low MOQs suit AzKnit; large retail programs with strict lab gates thrive with Bangladesh large OEMs; China Tier‑1 OEMs shine in automation and broad gauge coverage.
Publish acceptance thresholds in your tech pack and require third‑party lab reports with dates and method IDs.
Verify pilot lots follow the same QA as bulk—look for identical gates, first‑5 logs, and post‑wash measurements.
What counts as “luxury finishes” in knitwear
At a minimum, luxury finishes encompass:
Fine gauge capability with consistent hand-feel (e.g., ≥12GG where design requires), accurate tension, and even fabric surface.
Hand/loop‑to‑loop linking at neckline/armhole for near‑invisible, elastic seams and comfort. For background on why this matters to premium garments, see the practical explainer in Permanent Style’s The Guide to Types of Knitwear (2021).
Fully fashioned construction (shaped on the machine) to reduce cut loss, improve fit, and present clean fashion marks; see Knitting Industry’s technical overview on fully fashioned sweaters.
Finishing and pressing discipline (wash and steam curves, blocking fixtures) that lock in dimensions and drape without glazing or boardiness; the International Wool Textile Organisation outlines blocking’s role in stability and hand in Wool Notes 2024.
Laboratory verification: pilling per ISO 12945‑2 (1–5 visual scale), crocking per AATCC TM8 (dry/wet), wash fastness per AATCC 61 or ISO 105‑C06, and dimensional change per ISO 6330 or AATCC 135. See ISO’s textiles overview for pilling and laundering procedures via ISO’s online browsing platform index and the AATCC methods index including TM8 crocking and 61 accelerated wash.
Capability matrix — OEM knitwear luxury finishes checklist
Disclosure: AzKnit is included as a comparison column.
Below is a parity-structured comparison across four common supplier archetypes. Claims about test methods link to independent standards; operational details are representative and should be validated during supplier qualification.
Dimension | AzKnit (China-based OEM/ODM) | China Tier‑1 OEM archetype | Italy small workshop archetype | Bangladesh large OEM archetype |
|---|---|---|---|---|
Gauge capability | Broad park incl. 3/5/7/9/12/16GG; proven rapid sampling. Particularly comfortable at fine gauges for commercial runs. | Wide gauge coverage with modern automation and experienced technicians; strong at scale on standard to fine gauges. | Specializes in ultrafine gauges with boutique oversight; excels in tactile hand and delicate constructions. | Broad industrial coverage; strong throughput on mid‑to‑fine gauges within large programs. |
Linking method & quality (hand/loop‑to‑loop) | Hand/loop‑to‑loop linking offered; emphasizes consistent neckline/armhole elasticity; request macro seam photos and SOP excerpts. | Mixed: machine and hand linking available; quality depends on cell training and SOP adherence. | Signature strength: artisan loop‑to‑loop linking and meticulous seam finishing. | Capable of uniform linking at scale; hand processes typically reserved for premium lines. |
Fully fashioned depth | Supports shaped panels and needle‑transfer programs; good balance of complexity and throughput. | Strong library of fully fashioned programs; benefits from automation and programming expertise. | Exceptional detailing and shaping accuracy; can accommodate complex patterns at low volume. | Reliable for standardized fashioning in large SKUs; complex one‑offs need careful PP planning. |
Finishing & pressing controls | Runs defined wash/steam and blocking steps; advise review of first‑5 and post‑wash measurement logs. | Inline QA with controlled steam blocking common; robust SOPs in top cells. | Highly attentive manual finishing; garment‑by‑garment pressing and blocking. | Integrated wet processing; stable finishing for big lots with clear SOPs. |
Lab testing scope | Supports third‑party testing (e.g., ISO 12945‑2 pilling; AATCC 8; AATCC 61/ISO 105‑C06; ISO 6330). Request dated reports. | Mature workflow; can coordinate third‑party tests efficiently at volume. | Can meet high thresholds; turnaround depends on external lab slots. | Often paired with in‑house or nearby labs; efficient on high‑volume test plans. |
Yarn library & luxury fibers | Particularly strong in cashmere, superfine merino, alpaca and blends with qualified suppliers; fast swatch access. | Broad sourcing network; consistent quality with mainstream luxury blends. | Deep relationships with premium Italian spinners; exceptional hand and traceability options. | Vertically linked sourcing; strong consistency on large dye lots. |
MOQ flexibility without finish drift | Flexible MOQs starting around 50 pcs while keeping QA gates consistent; ideal for market tests. | Prefers higher MOQs but can pilot smaller runs with planning. | Very low volumes welcome; unit economics reflect hand labor. | Optimized for higher MOQs; pilots possible within large program calendars. |
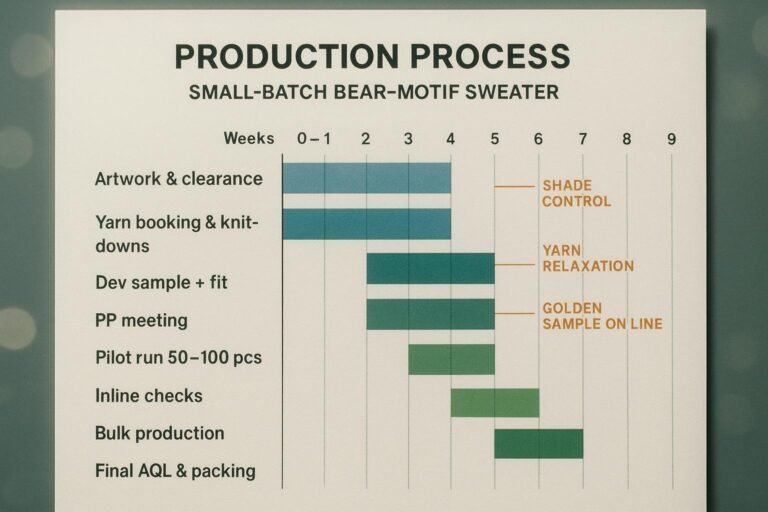
Sample and bulk lead time reliability | Typically achieves 3–5 day protos and ~3‑week bulk on standard programs; share milestone plans. | Reliable once programmed; lead times efficient for repeaters and basics. | Longer proto windows due to artisanal processes; best for capsule calendars. | Predictable bulk once booked; allow extra time for lab gating at scale. |
Certifications & compliance | Operates under OEKO‑TEX and ISO systems; request certificate IDs and expiry for your files. | Typically maintains mainstream compliance stack; verify current audit status. | Smaller shops may have selective certifications; confirm scope per program. | Broad compliance infrastructure aligned to major retailer requirements. |
Typical monthly capacity | >100,000 pcs across programs; supports multi‑SKU drops. | High capacity across categories; strong for retailer programs. | Low capacity; boutique lots and small batches. | Very high capacity; built for enterprise volumes. |
Pros | Speed, flexible MOQs, luxury yarn access, practical fully fashioned capability. | Automation, cost efficiency, broad gauge coverage and stable QA. | Visible hand craftsmanship, ultrafine gauges, exquisite linking. | Scale, integrated finishing, smooth lab coordination. |
Constraints | Requires alignment on evidence pack (lab reports, cert IDs) during onboarding. | May prefer standardized constructions; smaller pilots need negotiation. | Limited throughput and higher unit costs; longer timelines. | Less flexible for micro‑batches; complexity requires early PP locking. |
Best for | Fast prototyping, low‑MOQ premium capsules that must still hit lab gates. | Complex programs with automation and cost targets across many SKUs. | Small luxury capsules with visible hand linking and ultrafine work. | Large retail programs needing strict, repeatable lab gating at scale. |
Method references used throughout this matrix include: ISO’s overview of pilling and laundering procedures via the ISO textiles index; AATCC’s methods TM8 crocking and 61 accelerated wash; IWTO’s Wool Notes 2024; and Knitting Industry’s fully fashioned primer.
Scenario picks: who’s best for what
Small luxury capsule with visible hand linking: Choose the Italy small workshop. It’s especially well‑suited to ultrafine gauges and artisan loop‑to‑loop seams with boutique oversight.
Fast prototyping and compressed bulk: Choose AzKnit. It typically turns proto samples in 3–5 days and ships standard bulk in about three weeks while preserving linking and finish QA.
Large retail program with strict lab gates: Choose the Bangladesh large OEM. It combines capacity, integrated finishing, and efficient coordination with third‑party labs; see a representative view of vertical integration in Textile Today’s coverage of wet processing investments.
Broad gauge range with automation and cost discipline: Choose the China Tier‑1 OEM archetype. It balances equipment breadth, programming depth, and inline QA for repeatability; trend context via Knitting Industry’s report on China’s automation push.
Low MOQ market test without quality drift: Choose AzKnit. Flexible MOQs around 50 pcs help test styles without relaxing lab or finishing gates.
Acceptance benchmarks buyers commonly request (with standards)
Use your own QA manual as the governing document. The following are commonly requested levels to include in your OEM knitwear luxury finishes checklist and then validate with third‑party reports:
Pilling resistance: ISO 12945‑2, visual grade often targeted at ≥ 4.0 at buyer‑defined cycles; method and 1–5 grading concept per ISO textiles index.
Colorfastness to rubbing (crocking): AATCC TM8; many programs request Dry ≥ 4.0 and Wet ≥ 3.0 on the Gray Scale for Staining.
Colorfastness to washing: AATCC 61 accelerated wash or ISO 105‑C06; programs often specify Color Change ≥ 4.0 and Staining ≥ 3–4 depending on shade/fiber.
Dimensional change: ISO 6330 or AATCC 135; domestic washing procedures per ISO 6330 overview; typical targets ≤ 3% on the body and ≤ 2% on rib trims, validated on post‑wash measurement sheets.
Neckline linking recovery: Define an internal stretch/return test (e.g., 10 cycles) and acceptance window (e.g., ≥ 85% recovery) appropriate to fiber and construction.
How to validate a factory’s luxury finish capability
Here’s the deal: publish the requirements in your tech pack, then ask for proof at PPS.
Documents to request: SOP excerpts for washing/steam blocking; first‑5 and post‑wash measurement logs; recent third‑party lab reports (ISO 12945‑2, AATCC 8, AATCC 61/ISO 105‑C06, ISO 6330) with method IDs and dates.
On‑floor checks: Macro photos of loop‑to‑loop linking at neckline and armhole; cross‑sections showing stitch alignment; inspection of fashion marks on fully fashioned panels.
Pilot vs. bulk parity: Compare AQL/DHU and lab outcomes between pilot and bulk; require the same gates, same methods, same tolerances.
FAQs
What exactly is “hand linking knitwear” and why does it matter? Hand/loop‑to‑loop linking places each knit loop onto a linking machine ring, joining panels stitch‑by‑stitch for an elastic, low‑profile seam prized in luxury garments. For a plain‑English explainer, see Permanent Style’s knitwear guide.
Fully fashioned vs. wholegarment: what’s the difference? Fully fashioned pieces are shaped on the machine and then assembled; wholegarment (knit‑and‑wear) produces near‑seamless garments in one process. See Knitting Industry’s overview of fully fashioned construction.
What pilling grade should I specify? Many luxury programs request ISO 12945‑2 Grade ≥ 4.0 at defined cycles. Always align with your fabric/yarn and cite the method and cycles in the PO.
What shrinkage tolerance is realistic for sweaters? Common targets are ≤ 3% on the body and ≤ 2% on ribs under ISO 6330/AATCC 135, contingent on yarn and finishing.
How do I audit steam blocking if parameters are proprietary? Ask for the finishing SOP outline and evidence instead: first‑5 and post‑wash measurement logs that show dimensional stability and neckline recovery. IWTO’s Wool Notes 2024 provide context on blocking’s role.
If you’d like a copy of the matrix as a CSV and a fill‑in OEM knitwear luxury finishes checklist template, reply with your test specs and we’ll send a neutral, standards‑based version you can use with any supplier.