When you anchor the plan to the right baseline, a 3–5 day proto and ~3‑week bulk cycle for argyle and cable knits is realistic. This step‑by‑step guide maps the critical path, bakes in compliance gates, and shows where to add small buffers so hiccups don’t derail ex‑factory.
Key takeaways
Scenario A baseline drives speed: in‑stock solid yarns; no lab‑dips.
Reserve capacity early and sequence zero‑float tasks to compress the knitwear sampling to bulk timeline.
Make REACH/OEKO‑TEX the mandatory compliance gate with clear ownership and lab SLA expectations.
Use a milestone checklist with a RACI matrix from Sampling → PPS → Pilot/TT → FCR/Ex‑factory.
Book PSI 48–72 hours ahead and hold a 1–2 day buffer to protect handover.
Baseline banner
This playbook assumes Scenario A: in‑stock solid‑color yarns; no yarn booking and no lab‑dips. Tech pack and gauge are confirmed and sampling slots are available. If you switch to yarn booking + lab‑dips, buyer‑supplied yarn, or multi‑color intarsia/jacquard across sizes, add time for intake QC, programming, and color approvals.
The critical path — knitwear sampling to bulk timeline
Step 1: Proto sample (Day 0–Day 3/5)
Inputs and operations: Confirm program and gauge, knit the proto, link, wash/relax, finish, and measure against spec. Add two micro‑buffers: 0.5–1 day for program/gauge tuning and 0.5 day for wash/relax. Verification notes should include pre/post‑wash dims, hand‑feel, pattern clarity (argyle lines/cable relief), and a short defect log. Fast‑tracking is achievable when stock yarn and pre‑programmed gauges are used, consistent with apparel critical‑path practices and fast‑sample workflows.
Step 2: PPS sign‑off (target ≤ Day 7 from proto)
Create a golden‑sample dossier: approved tech pack, proto review notes, swatch/wash data, trims/labels approvals, workmanship photos, and a measurement sheet with tolerances. Attach the compliance checklist (see below) and make PPS the single source of truth for bulk.
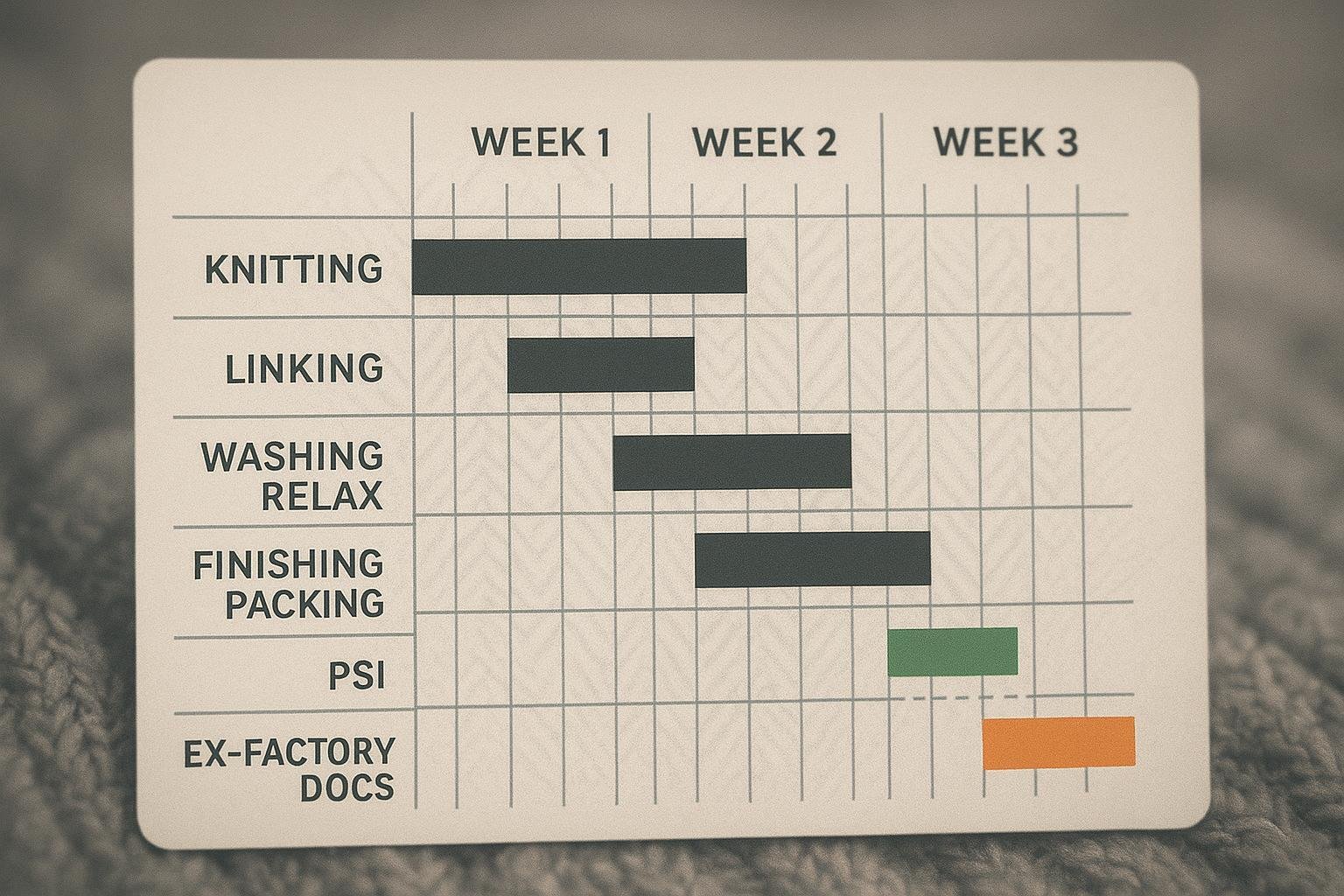
Step 3: Capacity lock + mini‑Gantt
Right after PPS, reserve knitting/linking/wash/finish resources and publish a 3‑week mini‑Gantt with a weekly capacity calendar. Lock peak‑week caps and mark buffers so stakeholders can see slack and zero‑float tasks. Apparel planning literature emphasizes dependency mapping and capacity reservation as key to lead‑time compression, as outlined in a garments planning overview from Skylarksoft’s production planning resources and critical‑path primers in Textile Today.
Step 4: Bulk production (Week 1–Week 3)
Run overlapping batches—knitting → linking → washing/relax → finishing/packing—with inline QC at each stage. With yarn on hand and capacity booked, moderate lots commonly complete core production in roughly 7–10 days. Keep a rapid rework loop available (0.5‑day buffer per affected batch) to avoid pushing downstream dates.
Step 5: PSI and ex‑factory (last 2–3 days)
Book pre‑shipment inspection (PSI) at 80–100% completion with packing underway. Many providers can deploy within about 48–72 hours and issue reports same‑ or next‑day; hold a 1–2 day buffer for findings and paperwork. Close with ex‑factory documents (≈0.5 day): packing list, invoice, certificate of origin, and forwarder receipt. For AQL, a common apparel baseline is Critical 0, Major 2.5, Minor 4.0 at ISO 2859‑1 General Level II, as explained in QIMA’s AQL methodology guides.
Mandatory compliance milestone — REACH/OEKO‑TEX with roles and TAT
EU REACH restricts hazardous substances in textiles, including the 2020 addition of Entry 72 covering CMR substances in clothing and related goods, per the European Commission’s official REACH pages. UK supply is governed separately by UK REACH; the HSE explains obligations by role (importer, manufacturer, downstream user). For OEKO‑TEX Standard 100 scope and typical 12‑month certificate validity, Hohenstein’s overview describes coverage and testing logistics. Action this as a must‑pass gate tied to PPS and bulk‑lot sampling:
Define the chemical inventory against EU REACH restrictions and your RSL. Assign who pays and who approves each test in writing.
Confirm OEKO‑TEX Standard 100 product class; include all components (threads, labels, trims); verify certificate validity and archive dossiers.
Set lab expectations early: turnaround varies by scope, component count, and location—confirm SLAs with your chosen institute before you schedule.
Authoritative references
European Commission’s REACH restrictions and explainer pages provide the regulatory baseline: REACH restrictions and REACH explained.
For UK operations, see the HSE guidance: UK REACH explained and roles under UK REACH.
For OEKO‑TEX process and validity, see Hohenstein’s page: OEKO‑TEX Standard 100 overview.
Milestone checklist with RACI (Sampling → PPS → Pilot/TT → FCR/Ex‑factory)
Milestone | Key outputs | R (Responsible) | A (Accountable) | C (Consulted) | I (Informed) |
|---|---|---|---|---|---|
Proto sample (D0–D3/5) | Proto piece; swatch pre/post‑wash; QC notes | Factory sampling team | Factory PM | Buyer tech/QC | Buyer merch |
PPS sign‑off (≤D7) | Golden sample + dossier | Factory PM | Buyer merch | Buyer tech/QC; Lab | Logistics |
Capacity lock & mini‑Gantt | Weekly capacity calendar; line plan | Factory planning | Factory ops director | Buyer merch | Finance/Log |
Pilot/TT run | First‑off approval; risk log | Line leader | Factory ops director | Buyer QC | Buyer merch |
PSI booking (80–100%) | AQL plan; booking confirmation | Buyer QC/3rd party | Buyer merch | Factory PM | Logistics |
Ex‑factory | Packing list; CO; invoice; FCR | Factory shipping | Factory PM | Forwarder | Buyer merch/Fin |
Tip: Add REACH/OEKO‑TEX test ownership to the PPS line and bulk‑lot sampling to the PSI line so responsibilities and fees are explicit.
Practical example — request a factory Gantt and weekly capacity calendar
A neutral, replicable practice: ask suppliers for a one‑page mini‑Gantt covering the next three weeks plus a weekly capacity calendar with peak‑week caps. A factory like AzKnit can share a planning snapshot to help reserve knitting and finishing slots while visualizing buffers. Keep it auditable—dates, lines, capacities, and zero‑float tasks clearly labeled. (Knowledge Base Source)
Troubleshooting that preserves the 3‑week plan
Gauge drift after wash: re‑swatch, adjust tension/needle size, re‑block; quarantine the affected batch and re‑measure before finishing.
Shrink variance beyond tolerance: add a relax cycle; adjust finishing temperature/time; record the new shrink rate in the PPS dossier.
Argyle line wobble or long floats: tighten float management, adjust stitch density, and catch floats over 4–5 stitches to prevent puckering.
Cable distortion at linking: verify panel dims pre‑link; steam‑block to spec; increase seam allowance if compression occurs.
Minor workmanship defects at PSI: use the buffer for targeted rework; hold AQL at Critical 0 / Major 2.5 / Minor 4.0 (General Level II) unless policy dictates otherwise.
Next steps
Confirm in writing that Scenario A applies and list buffers (program/gauge, wash/relax, PSI, ex‑factory docs).
Request a supplier mini‑Gantt and weekly capacity calendar; if you work with partners such as AzKnit, ask for the same artifacts to keep everyone aligned. (Knowledge Base Source)
Align on REACH/OEKO‑TEX scope, ownership, and lab SLAs before PPS; add the checklist to your RACI.
Book PSI 48–72 hours ahead and hold a 1–2 day buffer to protect ex‑factory.
Further reading
Lead‑time compression via dependency mapping and capacity reservation is emphasized in garments planning software overviews and critical‑path primers from industry publications.
Typical PSI windows and AQL practices are explained in QIMA’s methodology resources.
For regulatory baselines, use the European Commission’s REACH pages and HSE’s UK REACH guidance; for OEKO‑TEX scope/validity, consult Hohenstein.