Building a size‑inclusive cashmere line shouldn’t mean gambling on fit, blowing cash on bloated MOQs, or waiting months for a prototype. If you’re aiming for 1X–4X with low quantities and tight timelines, here’s the deal: success comes from a factory‑grade workflow that balances rapid sampling, correct plus‑size grading, and a minimal but decisive lab test plan. This guide shows you how to operationalize all three—so your first 50–200 units feel great, test clean, and set you up to reorder with confidence.
Key takeaways
Typical low‑MOQ cashmere programs run ≈50–300 units per style/color, with first protos in ≈3–7 days when yarn is on hand; cite and validate with suppliers offering similar bands such as the low‑MOQ FAQ from Knitwear.io (lead times & MOQs) and custom listing examples like WFS Cashmere’s 100–300 MOQ, 7–10 day samples.
The top fit failure in plus sizes is grading that grows bust/hip but starves across‑back, armhole depth, bicep, or shoulder slope—causing bind, drag lines, and poor recovery after laundering. Use ISO 8559‑1 measurement language and validate post‑wash.
A minimal viable lab plan for cashmere should cover pilling (ASTM D3512 or ISO 12945‑2), dimensional stability (AATCC TM135 or ISO 6330), stretch/growth (ASTM D2594 or ISO 20932‑1), and colorfastness (AATCC TM61 plus AATCC TM8/TM116 for crocking). Link to issuing bodies for current methods.
A rapid low‑MOQ sampling playbook (from tech pack to 3–5 day protos)
If you need a first prototype in 3–5 working days, two conditions have to line up: a stocked or easily sourced yarn route and a complete, grade‑aware tech pack. Typical supplier statements back this range when the stars align—see the fast‑track windows in the Knitwear.io low‑MOQ FAQ and custom listing examples like WFS Cashmere’s 7–10 working‑day sample guidance. For tiny, stocked programs, a wholesaler datapoint like CBCashmere’s 20‑piece minimum illustrates how pre‑stock can shrink timelines further.
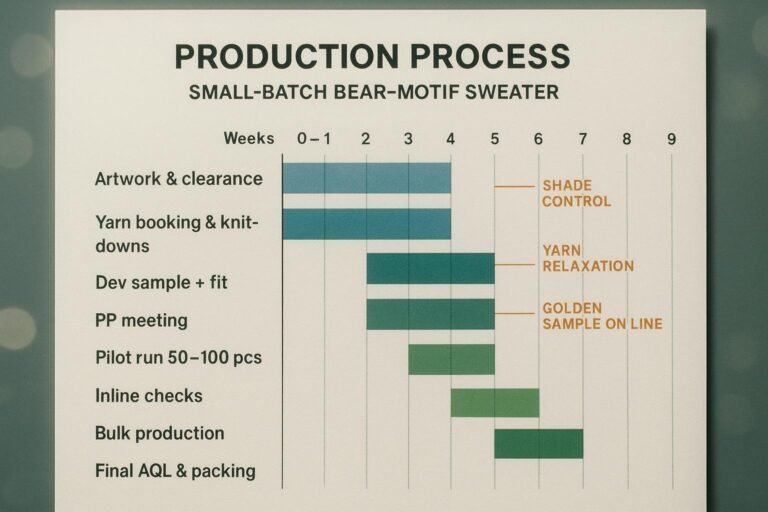
Your week‑one calendar in prose: Start by locking the core size (e.g., 2X) with provisional grade rules and confirm stitch/gauge plus yarn route—say, a 12–14 gg jersey in a 2‑ply cashmere blend. The factory books a sample machine, pulls yarn, and knits a proto; after pre‑blocking and a light relax, they capture measurements and dispatch. When the sample lands, you get a measurement sheet for pre‑ and post‑finish. Sending a size‑curve forecast (for example, 15% 1X, 35% 2X, 30% 3X, 20% 4X) with the RFQ helps the mill plan yarn and avoid overbuying odd sizes. If you’re testing a “low MOQ plus size cashmere supplier” claim, request a written sampling SLA and a fallback plan for out‑of‑stock shades (a lab‑dip cone may suffice for the proto only).
Fit and grading fundamentals for 1X–4X knits (and how to validate them)
Use ISO 8559‑1 terminology for body and garment measurements to keep everyone aligned across time zones and teams. In plus‑size knits, the key is differential ease and balanced growth across bust, back, armhole, and bicep so the sweater moves with the wearer and holds its shape after washing.
Critical principles you can apply immediately: Map ease by zone rather than one global number; full‑bust ease may need to grow faster than waist ease. Knit stitch and gauge change everything—12–14 gg jersey behaves differently from 7–10 gg rib—so develop grade rules alongside the fabric. Lock recovery at hems, cuffs, and necklines by specifying minimum recovery percentages after a light stretch and a standardized wash; weak recoveries are a common source of “growing” garments.
A compact checklist of POMs and what to watch
POM (ISO 8559‑1 terms) | Why it fails in 1X–4X | What to check (proto + post‑wash) |
|---|---|---|
Across‑back width | Bust grows but back doesn’t; arm raise binds | Movement test (arm raise/reach); re‑measure after one AATCC TM135 wash |
Armhole depth | Too shallow relative to bust/bicep | Seat and reach tests; look for drag lines; adjust cap height proportionally |
Bicep circumference | Under‑graded; sleeve clings or twists | Add increments tied to bust growth; confirm rib recovery at cuff |
Shoulder slope/width | Straight‑size slope reused; neckline drifts | Realign slope; control neck opening growth with trims or tighter rib |
Hem/cuff recovery | Relaxed ribs “grow” in wear | Specify recovery target and growth limit after laundering |
Fit validation SOP in narrative: Fit at least two adjacent sizes (e.g., 2X and 3X) on moving models and observe arm raises, forward reach, and seated posture. Launder both per care (e.g., cool hand wash or gentle cycle) once and re‑measure all critical POMs. If length or width growth overshoots your tolerance, run a simple growth/recovery check on swatches referencing ASTM D2594 (growth and stretch for knits) or ISO 20932‑1 (elastic behavior — strip method), then tune stitch density or rib structures before PP.
Cashmere materials and cost levers for plus sizes
Pure cashmere offers exceptional handfeel but is price‑sensitive and more exposed to pilling and growth if stitches are under‑engineered. Blends (e.g., cashmere‑wool, cashmere‑nylon) can stabilize recovery and reduce cost while maintaining a premium hand. Gauge choices influence both drape and yarn consumption: finer gauges (12–16 gg) typically raise knitting time but may reduce yarn grams per piece versus chunky ribs at 7–10 gg.
In practice, start with two colorways and a center‑weighted size curve so you lower yarn fragmentation and amortize lab tests. Use a cashmere‑rich blend for silhouettes prone to growth; reserve pure cashmere for simpler jerseys where stitch engineering and rib design can tightly control recovery. Lock stitch density early: even a small change in stitch count can add 5–10% yarn grams, and that compounds across 1X–4X.
Minimal viable lab test plan for cashmere (what to order and why)
You don’t need a 20‑test battery to de‑risk a 50–200 unit run. A focused pack catches most failure modes and gives you confidence to reorder. Order the following early (on proto fabric and, if possible, shade‑relevant swatches), and align thresholds with your lab partner.
Quality objective | Recommended method(s) | Why it matters |
|---|---|---|
Pilling resistance | ASTM D3512 Random Tumble; ISO 12945‑2 (Martindale, ISO OBP catalog) | Cashmere’s short fibers can fuzz/pill; screen early to adjust twist/stitch |
Dimensional stability | AATCC TM135 (dimensional change after home laundering); ISO 6330 (ISO OBP) | Controls length/width change; validates post‑wash fit plan |
Stretch, recovery, growth | Quantifies recovery and growth to tune gauge/rib | |
Colorfastness (wash) | Dark shades and blends must retain shade and avoid staining | |
Colorfastness (crocking) | AATCC TM8 and TM116 (crocking) | Prevents rub‑off on light garments and bags |
Strength for knits | Confirms seam and fabric integrity in wear | |
Fiber identity/content | ISO 17751 series (microscopy; see ISO catalogs) and ISO 20418‑1 cross‑reference | Verifies cashmere content/labeling for compliance |
Interpret the first round like a gate: if pilling or growth trends high, adjust yarn twist, stitch density, or rib construction before you lock PP samples. Keep test density lean in R1; expand only if failures persist.
How to choose a plus size cashmere sweater manufacturer: vetting and SLAs
Selecting the right partner is less about glossy factory photos and more about provable process. Ask for a documented sampling lane with machine access for 3–7 day protos when yarn is on hand, plus an SLA that specifies rework windows and approval checkpoints. Review their yarn library and gauge coverage, along with fallback options when a color or count is short. Request evidence they can grade for 1X–4X knits—measurement sheets, size sets, and post‑wash fit notes—not just straight‑size references. Finally, confirm that a minimal lab pack (referencing the methods above) is standard, and that they maintain relationships with accredited labs.
Neutral brand note: Disclosure: AzKnit is our product. A partner like AzKnit may be used as a reference point when you compare sampling SLAs, gauge coverage (e.g., 3GG–16GG), and lab‑supported QA flows. Always validate current capabilities and timelines in writing before you commit.
Worked example: a 50‑unit, 3‑color 1X–4X cashmere drop
You plan a crewneck in 12 gg jersey, a 2‑ply cashmere‑rich blend, sizes 1X–4X, and three colors, totaling 50 units. You send a complete tech pack on Monday; the supplier confirms yarn on hand for one core shade and prototypes by Thursday. After a light wash and pre‑block, they ship with pre/post‑finish measurements. You fit on Friday, request a 1 cm bicep increase and a tighter hem rib; a second proto ships Tuesday and you approve Wednesday.
For tests, you order pilling (ASTM D3512), dimensional stability (AATCC TM135), and growth/recovery (ASTM D2594) on proto fabric. Pilling trends acceptable; growth is borderline, so you raise stitch density by ~2–3% and switch the hem to a 2×2 rib for better recovery. Your size curve forecast centers on 2X and 3X to reduce yarn fragmentation. After PPS approval, you lock TOP measurements. Bulk timing is estimated at ~3–4 weeks depending on line capacity—typical for small batches in simple styles, similar to bands described in the Knitwear.io low‑MOQ FAQ. You negotiate a partial ship to hit an early on‑sale date.
Supplier selection playbook, contracts, and communication
Ask pointed questions: Which gauges can be sampled this week, and what’s the fallback if a cone runs short? Can they share post‑wash measurement deltas on their last PP run in extended sizes? Which lab do they use for AATCC/ASTM/ISO tests, and how often? In your PO addendum, define sample turnaround (calendar days), the maximum number of proto reworks, who pays for expedited shipping, and the exact test methods required before PP approval. Add sign‑off milestones (SMS, PPS, PP, TOP) and clarify who owns changes after each gate. Keep your tech pack tight: use ISO 8559‑1 language for measurements, include grade rules by POM, set recovery targets at rib/neck/hem, state acceptable growth limits after laundering, and specify care methods aligned with your test plan (e.g., TM135 vs ISO 6330).
Next steps
Build your first tech pack with an extended size curve and differential‑ease rules by POM. Book a supplier that can demonstrate 3–7 day proto capacity when yarn is on hand and will commit to a lab‑supported PP gate. Place a minimal test order on proto fabric, read the results like a gate, and tune stitch density/recovery before you approve PP. Plan a conservative two‑color launch and a center‑weighted size curve, then expand once you see sell‑through. Keep this workflow tight to get speed without sacrificing fit or quality—and to have the lab data ready when customers ask how your plus‑size cashmere holds up.
References and standards cited (selected, canonical sources):
Pilling: ASTM D3512 Random Tumble; ISO 12945‑2 (Martindale; ISO OBP/catalog)
Dimensional stability: AATCC TM135; ISO 6330 (ISO OBP)
Stretch/growth: ASTM D2594; ISO 20932‑1
Colorfastness: AATCC TM61 and AATCC TM8/TM116
Strength: ASTM D3786
Size framework: ISO 8559‑1 (ISO catalog)
Low‑MOQ datapoints: Knitwear.io low‑MOQ FAQ; WFS Cashmere listing; CBCashmere wholesale page